薄板鋁件的數控銑削加工(gōng)工藝
發布(bù)日期:2019-09-05 00:00 來源:http://www.yessmart.cn 點擊:
薄板鋁件結構簡單(dān),但因零件材料是鋁合金,且腔底和腔壁都較薄,在加工中最大的問(wèn)題是如何防止工件腔底板和腔壁變形(xíng)。特別是腔底板的變形最大,中間拱起不平,且底板的厚(hòu)薄不均,底板中間由於拱(gǒng)起而被銑削過多(duō),加工結果底板中間(jiān)厚度最薄,與周邊差異大。基於此,在加工實踐中,必須要結合薄板(bǎn)鋁件的(de)特點,科學製定加工工藝,從而保證鋁(lǚ)件產品加工質量達(dá)到標準要(yào)求。
一、數控加工零件工藝性分析
零件圖上尺寸標注方(fāng)法應適應數控加工的特點,在數控加工零件圖(tú)上,應以同一基準引注尺寸或直接(jiē)給出坐標尺寸。這種標注方法(fǎ)既便於編程,也便(biàn)於尺寸之間的相(xiàng)互協調。由於數控加工精度和重複定位精度都很高,不會因(yīn)產生較大的積累誤差而破壞使用特性,因此可將局部的(de)分散(sàn)標注法改(gǎi)為同一(yī)基準引注尺寸,或直接給出坐標尺寸的標注法。另外,構成零件輪廓的(de)幾何元素的條件應(yīng)充分,避免(miǎn)編程時無法下手。
零件的內腔和外形最好采用統一的幾何類(lèi)型和尺寸,這(zhè)樣可以減少刀具規格和(hé)換刀次數,使編程方便,生產效(xiào)益提高。內槽圓角的大小決定著刀具直徑的大小,因而(ér)內槽圓角半徑不應(yīng)過小。零件工藝(yì)性的好壞與被加工輪廓的高低、轉接圓弧半徑(jìng)的大小等有(yǒu)關。零件銑削(xuē)底平(píng)麵時,槽底圓角半徑(jìng)r不應過大,應采(cǎi)用統一(yī)的基準定位。在數控加工中,為(wéi)保證兩(liǎng)次(cì)裝(zhuāng)夾加(jiā)工後其(qí)相對位置的準確性,應采用統一(yī)的基準定位。此外,還應分(fèn)析零件所要求的加工精度、尺寸公(gōng)差(chà)等是否可以得到保證、有(yǒu)無引起矛盾的多餘尺寸或影響工序安排的封閉尺寸等。
二、確定(dìng)加工(gōng)方法與加工方案
加(jiā)工方法(fǎ)的選(xuǎn)擇原則,是保證加工表麵的加(jiā)工精度和表麵粗糙度的要(yào)求。由於獲得同一級精(jīng)度(dù)及表麵粗糙度的加工方(fāng)法一般有許多,因而在實際選(xuǎn)擇時,要結合零件(jiàn)的形狀(zhuàng)、尺寸大小和熱處理要求(qiú)等全麵考慮(lǜ)。例如,薄壁鋁件很容易變形,因此在加工時要(yào)考慮采用(yòng)普通加工與
數(shù)控加工相結合的方法來優化組合(hé)加(jiā)工(gōng)工序,降低零件的製造周期,提高零件的加工效(xiào)率。零件基本采用粗車(chē)(精車)外形→打孔攻絲(包括(kuò)做兩個工藝銷孔(kǒng))→粗精加工槽的加工方法完成其加(jiā)工製(zhì)造。零件上比較精密表麵的加工,常常是通過(guò)粗加工、半精加工和精加(jiā)工逐步達到的。對這些表麵僅根據(jù)質量(liàng)要(yào)求選擇相應的最(zuì)終加工方法是不夠的,還應正確(què)地(dì)確定從毛坯到最終成形的加工方(fāng)案。確定加工方案時,首先應根據主要表麵的精度和表麵粗糙度的要求,初步(bù)確(què)定為達到這些要求所需要的加工方法。例如,精度要求較高的空間弧形曲麵在經過粗(cū)加工、半精加工後,還必須使(shǐ)用(yòng)球頭銑刀進行(háng)45°或135°小間距(一般精度要求高的(de)大概在0.1~0.2m m之間)爬麵加工(gōng)。
三、薄板鋁件的數控銑削加工工藝分析
(一)熱(rè)處理
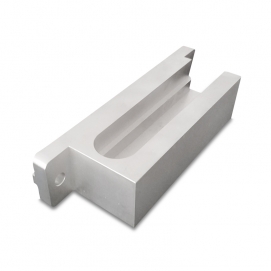
圖1 中的零件毛坯材料是 LY12,其為鋁-銅-鎂係中的典型硬鋁合金,其成(chéng)份(fèn)比(bǐ)較合(hé)理,綜合性能較好。該合金的特點是:強度高,有一定的耐熱性,可用作 150 ℃以下的工作零件。熱狀態、退火和新淬火狀態下成形性能都比較好,熱處理強化(huà)效果顯(xiǎn)著,但(dàn)熱處理工藝要求嚴格(gé)。若有條件(jiàn)最好進行熱處理,以提高時效後的硬度。
(二(èr))下料
毛坯材料是軋製成的大塊鋁板,需要下料成為144 mm×114 mm×12 mm小板材。由於軋製鋁板有紋路方向(圖2示中的雙點畫線表示(shì)軋製紋路方(fāng)向),下料時注意按照圖2所示進行(háng)下料,使小板(bǎn)材的長(zhǎng)度方向與大板(bǎn)塊的(de)紋路方向垂直。
(三)數控銑削加工(gōng)
在加工過(guò)程中,采用UG6.0軟件建模和編程。
第一,夾持底麵,正麵粗加(jiā)工見表1,為正麵粗加工工序簡表。
第二,翻轉,粗銑夾頭此薄壁零件加工,最大的問題就是加工中易發生變形(xíng)。為(wéi)了防止變形,底麵的(de)夾頭不能一(yī)次性銑(xǐ)削到位,同時考慮到正麵精加工時裝夾問題,因為底麵凸緣厚度隻有2 mm,如果銑(xǐ)到位,用平口鉗很難裝夾,故為了正麵精加(jiā)工時方便裝夾和正(zhèng)麵精加工後去底麵夾頭時不引起大的變形,在UG中對此零件建模時(shí),特意在底(dǐ)麵加(jiā)上了4個凸台。凸台尺寸為15 mm×10 mm×3.7 mm,另外建模時還特意留(liú)出(chū)了0.3 mm的底麵精加工餘量。這樣,4個凸台的存在,一方麵方便正麵精加工時的裝(zhuāng)夾,另一方麵又(yòu)能保證把底麵大餘量除(chú)去後,下次底(dǐ)麵精加工時再去除小餘量(凸(tū)台夾(jiá)頭及0.3 mm厚的餘量)時不至於因為切削力大而(ér)引起工件大變形。
第三,精銑。正麵精銑正麵時,特別注意裝(zhuāng)夾時的夾緊力要合(hé)適(shì),如(rú)果太大會使零件中間拱起,使得(dé)內腔底麵中(zhōng)央部位(wèi)被銑薄。為防止切削變形(xíng),采用先半精銑再精銑的方法。然後粗、精(jīng)銑2個缺口,缺(quē)口粗銑時下刀量要小,層優先;而精銑時(shí)采用深度優先。粗銑、精銑都采用逆銑方(fāng)式,這樣可以有效地防止缺(quē)口變形。
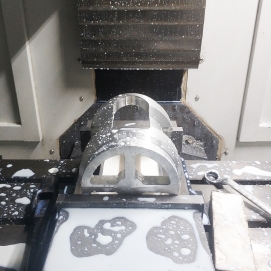
第四,完全(quán)去除底麵。夾頭用準(zhǔn)16 mm立銑刀先粗銑4個凸台。由於(yú)底(dǐ)麵是大平麵,一般應用麵銑刀來銑(xǐ)削,但經過實驗,發現用(yòng)麵銑刀會造成此零件(jiàn)底麵變形很大。故采用小直徑的銑刀,雖然效率降低了,但可以保證(zhèng)工(gōng)件不易變形(xíng)。主(zhǔ)軸正轉,切屑往零件外邊飛,切削力把工件往下壓,使得工件緊貼墊鐵,不易變形。注意走(zǒu)刀路線不能相對圖4反向走,因為切削力把(bǎ)工件(jiàn)往上挑,薄板工件離開墊鐵易變形。凸台(tái)粗銑後,底(dǐ)麵還留下0.3 mm厚,長(zhǎng)寬144 mm×114 mm的餘量,但這部分材料同(tóng)樣不能用麵銑刀來去除,否則變形量大。經過試驗用準16 mm立銑刀(dāo)來精銑底(dǐ)麵,底麵(miàn)變形大,零(líng)件不合格。最終,采用飛刀,自磨刀具2把,刀具像車床上用的(de)外圓車刀,來飛平底麵這個大平麵。由於此零件的長寬尺(chǐ)寸差得不大,可以先裝夾寬106 mm兩邊飛一遍(biàn),然(rán)後換(huàn)成136 mm長邊再飛一遍。這樣,底麵(miàn)的變形極小,可以獲得合格的零件。
四、結語
綜上所述,本文所闡述的加工工藝,能有效地(dì)保證此類薄壁、薄板鋁件零件的加工質量,有效降低變形率,縮短了(le)產品製造周期,提高了產品的質量、精度和生產效率。






 阿裏旺旺(wàng)
阿裏旺旺(wàng)