械(xiè)加工廠")
基(jī)礎的入門新手知識,CNC加工零件的操作
發布(bù)日期:2019-12-01 00:00 來源(yuán):http://www.yessmart.cn 點擊:
主要講解加工中心操作麵板上各個按鍵的功用,使(shǐ)學生掌握加工中心的調整及加工前的準備工作以及程序輸入及修改(gǎi)方法。最後以一個具體零件為例,講解了加工中心加工零件的基本(běn)操作過程,使(shǐ)學生對(duì)加工中心的操(cāo)作有(yǒu)一個清楚的認(rèn)識。

一、加工要求
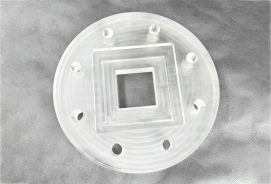
加(jiā)工如下(xià)圖所示零件(jiàn)。零件材(cái)料為LY12,單件生產。零件毛(máo)坯已加工到尺寸。
選用設備:V-80加工中心
二、準備工作(zuò)
加工以前完成相關準備工作(zuò),包括工藝分析及工藝路線設計(jì)、刀(dāo)具及夾具的選擇、程序(xù)編製等。

三、操作步驟及內容
1、開機,各坐標軸手動回機床原點
2、刀具準備
根(gēn)據加工要求選擇(zé)Φ20立銑刀、Φ5中心鑽、Φ8麻花鑽各一(yī)把,然後用彈(dàn)簧(huáng)夾頭刀柄裝夾Φ20立銑刀,刀具(jù)號(hào)設為T01,用鑽夾(jiá)頭刀柄裝夾(jiá)Φ5中心鑽、Φ8麻花鑽,刀具號(hào)設(shè)為T02、T03,將對刀工具尋邊器裝在彈(dàn)簧(huáng)夾頭刀柄上,刀具號設為T04。
3、將已裝(zhuāng)夾好刀具(jù)的刀柄(bǐng)采用手動方式放入刀庫,即
1)輸入“T01 M06”,執行
2)手動將T01刀具裝上主(zhǔ)軸
3)按照以上步驟依次將T02、T03、T04放入刀庫(kù)
4、清潔工(gōng)作台,安裝夾具和工(gōng)件
將(jiāng)平口虎鉗清理幹淨裝在幹淨的(de)工作台上,通過百(bǎi)分表找正、找平虎鉗,再將工件裝正在虎鉗上。
5、對刀,確定並輸入工件坐標係參數
1)用尋邊器對刀,確定X、Y向的零偏值,將X、Y向的零偏值
輸入到工件坐標係G54中,G54中的Z向零偏(piān)值輸為0;
2)將Z軸設定器安放在工件(jiàn)的上表麵上,從刀(dāo)庫中調出1號刀具裝上主軸,用這(zhè)把刀具確定工(gōng)件坐標係Z向零偏值,將Z向零偏值輸入到機(jī)床對應的長度補償代碼中,“+”、“-”號由程序中的G43、G44來確定,如程序中長度補償指令為G43,則輸入“-”的Z向零偏值到機床對應的長(zhǎng)度補償代碼中;
3)以同樣的步驟將2號、3號刀具的Z向零偏值輸入到機床對(duì)應的(de)長度補償代碼中。
6、輸入加工程序
將計算機生成好的加工程序通過數據線(xiàn)傳輸到機床數控係統的內存中(zhōng)。
7、調試加工程序
采用將工件坐標係沿+Z向平移即(jí)抬刀運行的方(fāng)法進行調試。
1)調試主程序,檢查3把刀具是否按照工藝設計完成(chéng)換刀動作;
2)分別調試與3把刀具對應的3個子程序,檢查刀具(jù)動作和加工路徑是否正確。
8、自動加(jiā)工
確認程序無誤(wù)後,把工(gōng)件坐標係的Z值恢複原值,將快速移動倍率開關(guān)、切削進給倍率開關打到低檔,按下數(shù)控啟(qǐ)動鍵運行程序,開始加工。加工過程中注意觀察刀具軌跡和剩餘(yú)移動距離。
9、取下工件,進行檢測(cè)
選擇遊(yóu)標卡尺進行尺寸檢測,檢測完後進行質量分析。
10、清理加工現場
11、關機








 阿裏旺旺
阿裏旺旺